胶管硫化罐(核心:蒸汽/电加热、低压、卧式快开门)
胶管硫化罐是橡胶管生产的核心压力容器,用于对未硫化胶管进行140–180℃、0.5–1.2MPa的高温高压硫化,使橡胶分子交联,提升强度、弹性与耐磨性。
一、工作原理
1. 装罐:将缠绕/装盘的未硫化胶管放入罐内,关闭并锁紧快开门。
2. 升温升压:通入饱和蒸汽(主流)或电加热/导热油加热,罐内形成140–180℃、0.5–1.2MPa环境。
3. 硫化反应:恒温恒压保持30–120min,橡胶大分子交联,由塑性转为高弹性。
4. 降温泄压:硫化完成后,缓慢泄压、冷却至≤80℃,开门取出成品。
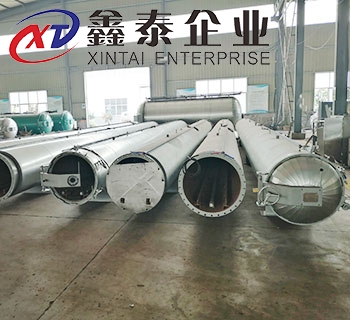
二、设备结构(卧式快开门)
罐体:Q345R碳钢/304不锈钢,圆柱形,低压容器(≤1.6MPa)。
罐门:齿啮式/卡箍式快开门,液压/电动驱动;密封用硅胶充气圈/内压自紧垫。
加热系统:
✅ 直接蒸汽(胶管首选):外接锅炉或电蒸汽发生器,升温快、温度均匀。
电加热:电加热管+风机,适合无蒸汽源场景。
导热油:高温、控温精准,适合特殊胶料。
控制系统:PLC+触摸屏,自动/手动;可编多段升温/保温/降压曲线,记录温度/压力/时间。
安全装置:安全阀、爆破片、超温/超压报警、压力联锁(有压禁开)、急停。
三、主流规格型号(内径×长度,m)
小型(实验室/小批量):Φ0.8×2、Φ1.0×3、Φ1.2×4。
中型(量产,最常用):Φ1.5×6、Φ1.8×8、Φ2.0×10。
大型(大口径/长胶管):Φ2.5×12、Φ3.0×15、Φ3.5×18。
型号示例:XL-J1.5×6(硫化罐-胶管专用-内径1.5m-长度6m)。
四、核心技术参数(标准胶管型)
1. 罐体参数
有效内径:Φ800–3500mm
有效长度:2000–18000mm
设计压力:1.0–1.6MPa
工作压力:0.5–1.2MPa(常用0.8MPa)
设计温度:200℃
工作温度:140–180℃(常用160℃)
材质:Q345R(碳钢)/SUS304(不锈钢)
2. 温控与精度
控温范围:室温–200℃
控温精度:±1℃
温度均匀性:≤±2℃
升温速率:1–3℃/min(可调)
3. 加热与介质
加热方式:直接蒸汽(推荐)/电加热/导热油
蒸汽压力:0.6–1.0MPa
电源:380V/50Hz,功率30–200kW(按规格)
4. 安全与联锁
安全联锁:压力联锁、温度联锁、门位联锁
泄压速度:≤0.1MPa/min
冷却方式:自然冷却/水冷(可选)
五、与热压罐的关键区别
对比项 胶管硫化罐 热压罐(复材用)
--- --- ---
用途 橡胶管/胶辊硫化 碳纤维/树脂基复材固化
压力 低压(≤1.6MPa) 中高压(1.2–5.0MPa)
温度 140–180℃ 250–450℃
介质 蒸汽(主流) 压缩空气/氮气+真空
真空 无真空 高真空(≤10Pa)
开门 快开门(频繁启闭) 高压密封门(少启闭)
六、安全操作规程(精简)
1. 开机前:检查密封圈、联锁、安全阀、压力表;罐内无异物。
2. 装罐:胶管摆放均匀,不堵塞蒸汽通道;关门锁紧,确认到位。
3. 升温:缓慢升压升温,严禁超温超压;监控温度/压力曲线。
4. 硫化:恒温恒压,严禁开门;异常立即停加热、泄压。
5. 结束:先停加热,缓慢泄压至0;冷却至≤80℃再开门。
6. 维护:定期校验安全阀/压力表;更换老化密封圈;清理罐内冷凝水。
七、选型建议
优先选直接蒸汽加热(温度均匀、成本低)。
常用规格:Φ1.5×6m、Φ1.8×8m(适配多数胶管产能)。
无蒸汽源:选电蒸汽加热(自带蒸汽发生器,无需锅炉)。